
Spruewell
Well-known member
- Joined
- Mar 6, 2021
- Messages
- 668
- Reaction score
- 435
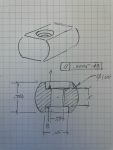
Working on a part that starts 1" round 303 Stainless. I need to put flats on either side and then counterbores as shown. I'm running a HAAS VF2 with SRT210 4th axis. I also have 5C indexer. My VF3 with the good 4th axis is tied up with another job. I'm not sure I trust the SRT210 to consistently hold the .0005 parallel tolerance I need. Concentricity between the bores is not as critical
Any suggestions?
Any suggestions?